





江西精垒实业有限公司
联系人:熊先生 手机:13500092596
联系电话:0790-6866337
传真:0790-6866336
总部地址:江西省新余市袁河经济开发区洋坊路现代装备制造园18栋
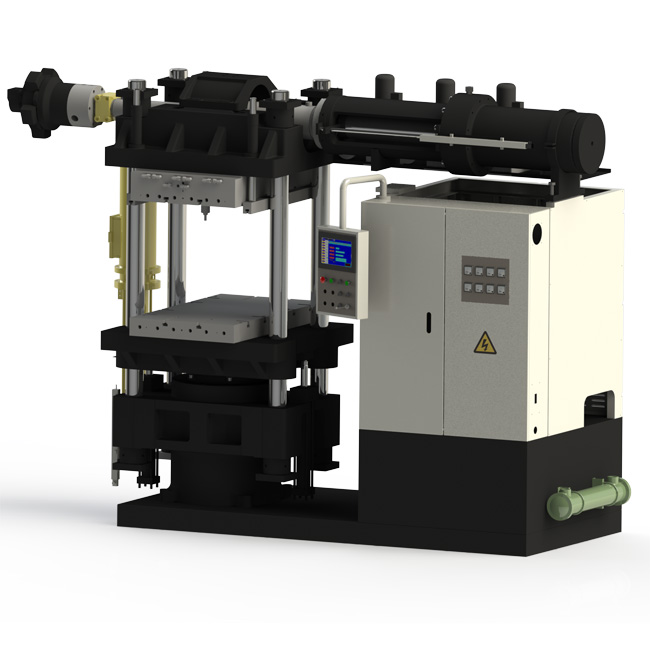
橡胶注射机结构种类
首页 - 最近动态 - 公司动态
 橡胶注射成型机的种类繁多,到目前为止,橡胶注射机已经历了3个阶段:柱塞式注射、螺杆往复式注射和螺杆—柱塞式注射。
橡胶注射成型机的种类繁多,到目前为止,橡胶注射机已经历了3个阶段:柱塞式注射、螺杆往复式注射和螺杆—柱塞式注射。
1、螺杆式橡胶注射机
为了进步产品效率和制品质量,人们又发明了另一种橡胶注射成型设备。即在挤出机的基础上加以改进,将螺杆的纯转动改成既能转动以进行胶料的塑化,又可以进行轴向移动以将胶料注进到模腔中。这就是往复式螺杆注射成型机。
注射成型方法是:胶料从喂料口进进注射机后,在螺杆的旋转作用下受到强烈的剪切,胶温很快升高。当胶料沿螺杆移动到螺杆的前端时,已得到充分而均匀的塑化。螺杆一边旋转一边向后移动,当螺杆前端积聚的胶料达到所需要的注射量时,轴向动力机构以强大的推力推动螺杆向前移动,从而将胶料注进模腔。这种往复式注射成型方法,胶料的塑化是通过机械剪切获得,因而胶料升温快,塑化均匀,这样一来生产效率和制品质量都得到进步。另外由于这种注射成型方法可以直接将冷胶料喂进注射机中,从而省往了热炼工序,减少了设备投资和设备占地面积,同时进步了生产效率,降低了劳动强度。然而在生产大型制品时,螺杆后移量过大,胶料的塑化受到限制,另外这种机器的螺杆棱峰与机筒内壁之间间隙较大,注射时易导致逆流和漏流现象,致使部分胶料反覆停留,易产生焦烧,从而注射压力也受到限制,所以往复式螺杆注射机只能用于低粘度胶料,小体积制品的生产中。
2、螺杆—柱塞式橡胶注射机
为了解决以上两种注射机的不足,人们将这两种注射机结合起来,取长补短,这就是目前应用较多的螺杆—柱塞式注射成型机。这种机器的注射部分主要由螺杆塑化系统和柱塞注射系统组成,注射成型工艺过程为:首先将冷胶料喂进螺杆塑化系统,胶料经螺杆塑化后,挤进到柱塞注射系统中,最后由柱塞将胶料注射到模腔中。为了使胶料按照一定的顺序活动,在螺杆挤出机的端部安装一个止逆阀,胶料塑化后通过止逆阀进进注射系统中并将柱塞顶起,这时胶料不会从喷嘴出往,由于喷嘴通道狭窄,阻力大。当柱塞将胶料以高压从喷嘴注进模腔时,由于止逆阀的作用,胶料不会倒流进进注射机中。由于这种注射成型方法结合了柱塞式注射机和螺杆式注射机的优点,因此它可以生产大型、高质量的橡胶制品。


